
The metal sheet production process entails three distinct phases:
The metal production is a heat process that involves the metal casting with furnace burden materials, which allows the chemical composition calibration.
Usually, the resulting product is a molten parallelepiped, that is, an ingot. This molten metal, in order to turn into a metal sheet, has to be subjected to the process of hot rolling, and in this case, it would be defined as “train sheet”, or subjected to the process of flattening and cutting to size of a cold rolled or hot rolled strip, being defined as a “coil sheet”.
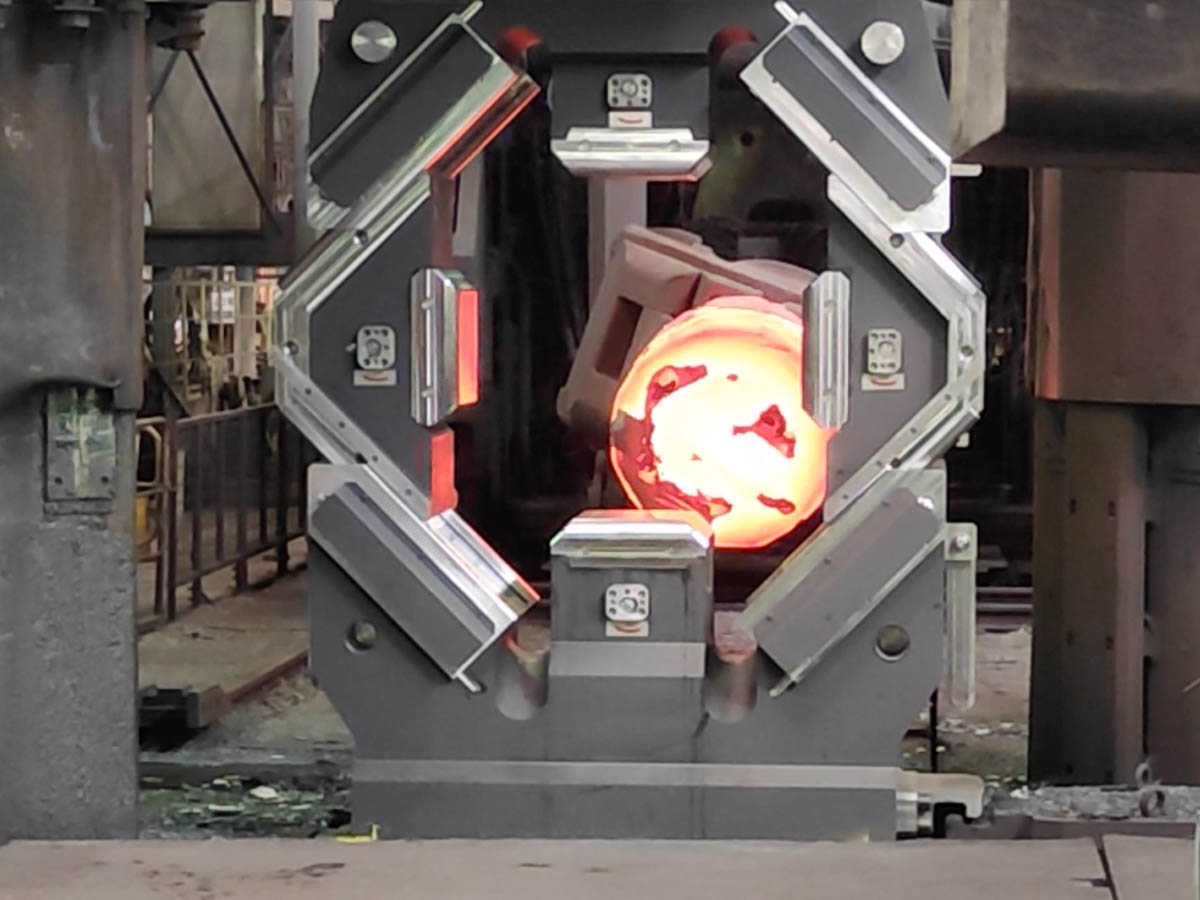
After the metal production, the unrefined metal product can go through a forging device, attached to an open-die forging press, that aims to deform a piece of metal; as a mechanical workshop, we process and supply a Four-Die Forging Device (usually called FDFD), used to process the deformation of ingots, or more generally, blanks made of high-alloy steels or more ordinary alloys.
These semi-finished products are, thus, deformed into different shapes, to get forged bars in a round, square, or polygonal form, shafts, shells etc.
This device is structured with a lower and an upper case, where a lower and an upper die are installed, kinematically interconnected with sliders through means of guide of specific design that hold the side dies. The FDFD is usually mounted on a press’s tool table, where the lower case is fixed onto it and remains static, whereas the upper case is connected to its ram, always moving alongside it. With the press ram moving upwards, the upper die travels in the same direction, allowing the side dies to retract and open the device, enabling an ingot to be inserted and manipulated. As the ram moves downwards, the ingot is deformed and reduced simultaneously by all four dies. This process is repeated until the expected form is reached.
The advantages of the use of this four-die forging device with respect to a classical two-die one are the following:
Following, the rolling process allows the plastic deformation of a material through the reduction of the thickness of the semi-finished products and the consequent geometric transformation of the cross-sections, maintaining their volume.
The metal material is moved through two cylinders with parallel axes, rotating in two opposite directions, which exploit a higher speed than the one of the translation of the material; the latter, is thus flattened, allowing its elongation and the decrease of its thickness at the same volume.

semi-finished metal
cylinders
cylinders
LAMINATION
The rolling process can be hot rolling, where temperature control plays a pivotal role, or cold, generally used for the production of sheets, strips or bars, which allows to obtain high levels of surface finish.
The main components manufactured by us for sheet metal production plants are extensions, flanges and cranksets, mandrel/spindle shafts, knife drums, spreader shafts, unwinders and rewinders, which deal with the unrolling of the roll of assembled sheet metal, rolling mills and rolling stands.
Among the most complex processings for the steel industry are the rolling stands that, equipped with working rollers and support rollers generally parallel to each other, form a rolling mill, which may consist of a single cage, or several rolling cages positioned one after the other.
Given the exposure of all components to elevated temperatures, high mechanical stress and more generally to extreme conditions, quality control and mechanical tests become essential for the success and reliability of these components.
GUARANTEED PRECISION AND QUALITY
DOWNLOAD THE PDF OF OUR MACHINES
© Officine Meccaniche Zanetti | VAT nr. IT00170330245
This website uses cookies to improve your experience while you navigate through the website.
View the Cookie Policy View the Personal Data Policy
Google Maps is a maps visualization service provided by Google Ireland Limited. This service is used to incorporate content of this kind on its pages.
Personal data that are processed: Tracker; Usage Data.
Place of processing: Ireland – Privacy Policy.
Gravatar is an image visualisation service provided by Automattic Inc. that allows this Website to incorporate content of this kind on its pages.
Place of processing: United States – Privacy Policy.
Google Fonts is a service used to display font styles operated by Google Ireland Limited and serves to integrate such content into its pages.
Personal Information processed: Usage Data; Tracker
Place of processing: Ireland – Privacy Policy.
Google Analytics is a web analytics service provided by Google Ireland Limited ("Google"). Google uses the collected personal data to track and examine the usage of this website, compile reports on its activities, and share them with other Google services. Google may use your personal data to contextualize and personalize the ads of its advertising network. This integration of Google Analytics anonymizes your IP address.
Place of processing: Ireland – Privacy Policy – Opt Out.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}